Экструзия, как альтернативный способ
переработки боенских отходов птицефабрик
Марков
Дмитрий Васильевич,
аспирант кафедры «Автоматизированный
электропривод».
Научный руководитель – профессор, заведующий
кафедрой «Автоматизированный электропривод»
Кондратьева
Н. П.
Ижевская государственная
сельскохозяйственная академия.
В Удмуртской
республике большое распространение получило птицеводство, в частности мясное,
как одна из наиболее рентабельных отраслей сельского хозяйства. Почти каждая
пригородная зона Удмуртии (г. Глазов, г. Ижевск, г. Воткинск и т.д.)
характеризуется наличием птицеводческих хозяйств. Рентабельность птицеводства
объясняется постоянством спроса, концентрацией производства, наличием поточных
линий переработки птицы.
Наиболее значима
из вышеперечисленных причин – наличие линий переработки, целью которых является
убой птицы получение полуфабрикатов и готовых продуктов питания, переработки
технологических отходов. В настоящее время основные проблемы и, как следствие
широкое поле деятельности научно-изысктельской работы, присущи линиям
переработки отходов цехов убоя и переработки птицы. Под перерабткой отходов в
условиях рыночной экономики следует понимать не что иное, как получние богатых
животными белками и различными минеральными солями продуктов, позволяющих
разнообразить рацион домашней птицы. В качестве основной можно назвать проблему
высокой энергоемкости процессов переработки отходов.
| Заказ автобуса любого класса Транспортное обслуживание. На любой срок заказ автобуса любого класса и вместимости. bbus.ru |
На сегоднешний день
основной способ переработки продуктов убоя - варка. Для осуществления данного
способа используется теплоноситель - горячая вода или пар. Основные потери
тепла (энергии) происходят при транспортировке теплоносителя, при загрузке и
выгрузке сырья, при отделении влаги и переработанного сырья.
Необходим источник теплоносителя
(котельная, ТЭЦ и т.п.), то есть птицеводческое предприятие в данном случае
должно учитывать требования и условия поставщика теплоносителя, в случае
нахождения источника теплоносителя на балансе предприятия - материальные
затраты связанные с потерями тепла в тепловой сети.
Уравнение теплового баланса для технологического
процесса переработки боенских отходов варкой представлено формулой
![]() , (1)
, (1)
где Q - полная требуемая теплота для осуществления
техпроцесса;
Qполезн.- теплота расходуемая на коагуляцию животного белка и уничтожения микроорганизмов;
Qтрансп. - потери тепла в тепловой сети;
Qзагр. - потери тепла при загрузке сырья (отходов);
Qвыгр - потер тепла при выгрузке продукта;
Qпот.котла - потери тепла через поверхности установки термической установки;
Qвлага - потери тепла на сепарацию (испарение) влаги и продукта;
Qс продуктом - потери тепла с выгружаемым продуктом.
Блок-схема
технологии обрабоки продуктов убоя и переработки птицы варкой представлена
рисунком 1.
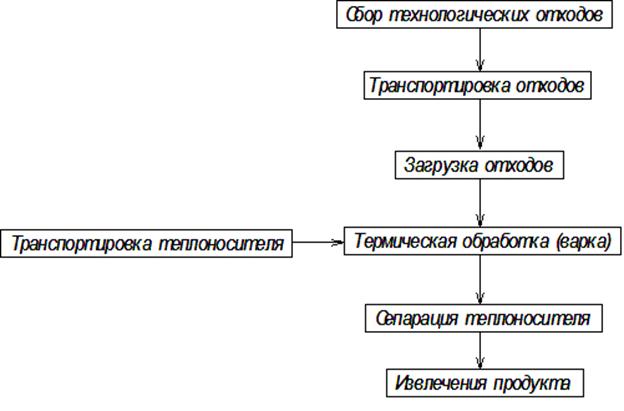
Рис. 1.
Технологический процесс обработки технологических отходов цехов убоя и переработки
птицы методом варки.
Анализируя уравнение теплового
баланса (1) можно сделать следующие выводы:
- данные метод характеризуется
высокими потерями тепла;
- необходимы затраты
электроэнергии для осуществления техпроцесса (загрузка сырья, выгрузка
продукта, перемешивание сырья внутри котла);
- низкий КПД при малых объемах
одновременно загружаемого сырья, т.е. громоздкость установки термической
обработки (обусловлено потерями тепла с отгружаемым продуктом);
- вредность производства (нагрев
помещения с установкой теплопередачей и инфракрасным излучением).
Один
из методов, позволяющих избежать вышеперечисленные недостатки, - переработка
отходов цехов убоя и переработки (пера, крови, зачисток прижизненных пороков,
элементов и содержимого кишечника) методом экструзии. Данный метод по отношению
к птицеводству начинает иметь место в практике зарубежных хозяйств, развиваются
теоретическая подоснова и аппаратные решения. Экструзия - термическая
обработка материала (экструдата) путем совершения над ним механической работы в
виде деформации, в результате чего происходит нагрев массы материала [1]. Наибольшее
применение данный метод термической обработки получил в легкой промышленности
для получения полимерных заготовок неограниченной длины путем продавливания
расплава полимера через формующую головку [3] .
Широкое распространение, по
причине высокой производительности, получили червячные экструдеры, называемые
также червячными прессами.
Устройство одношнекового
червячного экструдера представлено рисунком 2 [3].
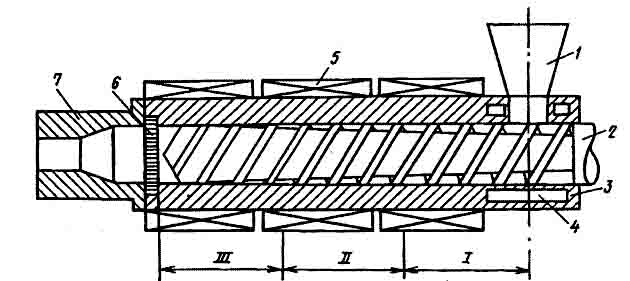
Рис. 2.
Устройство одношнекового червячного экструдера: 1-
бункер; 2 - шнек; 3 - цилиндр; 4 - полость для циркуляции воды; 5 -
нагреватель; 6 - решетка с сетками; 7 - формующая головка; I - зона питания; II - зона деформаций и
нагрева; III
- зона дозирования.
Сырье загружается в
бункер 1, откуда происходит его захват шнеком 2 (зона питания) с последующим
перемещением в зону деформации. При этом рабочими поверхностями служат
поверхность шнека и цилиндра 3. Для увеличения производительности экструдера
служат нагреватели 5, которые предварительно прогревают цилиндр с сырьем, тем
самым увеличивая производительность в 2…3 раза. Решетка с сетками 6 и формующая
головка 7 служат для придания продукту требуемых форм (при обработке полимеров).
Меньшее распространение и теоретическую подоснову получили безшнековые
или дисковые экструдеры, в
которых рабочим органом, является диск особой формы. Движущая сила, продавливающая экструдат,
создается в них за счет развития в массе нормальных напряжений, направленных
перпендикулярно касательным (совпадающим с направлением вращения диска). Из-за
невозможности развивать высокое давление формования такие экструдеры
применяются для получения изделий с относительно невысокими механическими
характеристиками и небольшой точностью геометрических размеров. По этой причине
дисковые экструдеры не получили практического применения в промышленности [2].
Однако невозможность получения твердых материалов не является ограничением их в
сельскохозяйственном производстве для переработки боенских и других подобных
отходов в кормовой материал.
Конструкция дискового экструдера
представлена рисунком 3.
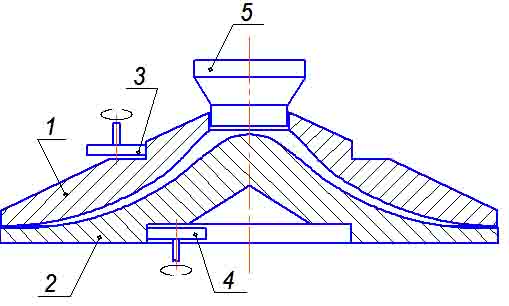
Рис. 3. Конструкция
дискового экструдера: 1 - верхний диск; 2 - нижний диск; 3 - привод вращения
верхнего диска; 4 - привод вращения нижнего диска; 5 - загрузочный бункер.
К основным недостаткам дисковых
экструдеров можно отнести невозможность получения точных и прочных изделий и
сложность изготовления. К достоинствам - возможность управления операциями технологического
процесса переработки боенских отходов путем изменения относительной и абсолютной
частоты вращения дисков; возможность применения элементов электронно-ионной
технологии для обеззараживания экструдата (различные разряды, ионизация),
получение дополнительно действующих сил, способствующих увеличению
производительности и КПД установки, повышения качества обработки экструдата
(сила зеркального отображения, сила взаимодействия заряженных объектов,
пандерматорная сила и т.д.); простота конструкции, а следовательно дешевизна
технической эксплуатации.
Анализируя вышеперечисленные
методы можно сделать вывод, что для термической обработки боенских отходов
птицефабрик имеет смысл использование экструдеров. Наибольший же интерес
представляет разработка и внедрение дисковых экструдеров, требующих меньших
энергетических затрат нежели шнековые прессы (затраты энергии на нагрев
цилиндра и охлаждение шнека), позволяющих применение электронно-ионных
технологий.
При разработке блок схемы
экструзивной переработки боенских отходов дисковыми экструдерами нужно
придерживаться принципа минимального изменения существующих процессов
характеризующих поточные линии цехов убоя и переработки птицы. Наличие данного
принципа обусловлено необходимостью получения универсальной установки,
способной заменить вакуумные котлы, широко использующиеся в настоящее время.
В соответствии с этим можно
назвать следующие факторы, которые должны учитываться при создании установки
экструзивной обработки отходов убойных цехов птицефабрик:
- для транспортировки отходов
применяется система гидротранспорта, то есть сырье смешано с водой;
- в переработку совместно с
боенскими отходами поступает выбракованная птица;
- наличие поточности переработки
птицы (зависимость работы линии переработки отходов от работы линии убоя и
линии потрошения);
- необходимость безопасного сбора
и канализации воды содержащейся в экструдате во время обработки;
- транспортировка готовой пищевой
добавки в кормоцехи возможна автотранспортом.
Блок-схема технологического
процесса термической обработки представлена рисунком 4.
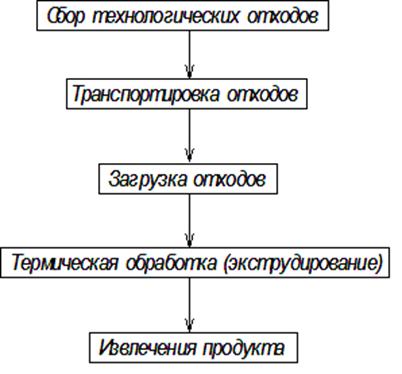
Рис. 4.
Блок-схема технологического процесса термической обработки боенских отходов
экструдирования.
Сравнивая рисунки 1 и 4 можно
заметить меньшее число операций входящих в технологический процесс, меньшие
затраты энергии (нет потерь тепла при транспортировке теплоносителя). Уравнение
теплового баланса для обработки боенских отходов дисковыми экструдерами имеет
следующий вид:
![]() , (2)
, (2)
где Q - полная требуемая теплота для осуществления
техпроцесса;
Qполезн.- теплота расходуемая на нгрев материала, коагуляцию животного белка и
уничтожения микроорганизмов;
Qзагр. - потери тепла при загрузке сырья (отходов);
Qвыгр - потер тепла при выгрузке продукта;
Qпот.котла - потери тепла через поверхности установки термической обработки;
Qвлага - потери тепла на сепарацию (испарение) влаги из продукта;
Qс продуктом - потери тепла с выгружаемым продуктом.
Непосредственно процесс экструдирования
шнековыми экструдерами может состоять из следующих технических операций:
- загрузка пульпы (водо-перьевой
смеси) в экструдер;
- удаление свободной влаги;
- уплотнение обезвоженного
экструдата;
- процесс экструзии.
Все перечисленные этапы возможно
осуществлять изменением скорости вращения дисков.
Можно наметить ряд следующих,
важных при разработке метода переработки боенских отходов, задач:
- экономическое (энергетическое)
обоснование экструдивного метода;
- создание (оптимизация)
теоретической основы шнекового экструдера для термической переработки боенских
отходов;
- определение содержания и
последовательности операций экструдирования;
- разработка скоростных режимов
операций процесса экструдирования;
- определение возможности
применения элементов электронно-ионной технологии;
- создание варианта практической
реализации шнекового экструдера переработки боенских отходов;
- согласование линии переработки
отходов (согласование экструдера) с другими поточными линиями цеха убоя и
переработки;
- подтверждение экономической
эффективности экструдивного метода переработки.
Литература
1. Борщев В. Я. Оборудование для
измельчения материалов: дробилки и мельницы: учебное пособие, Тамбов:
издательство Тамбовского Государственного Технического Университета, 2004. 75с.
2. Клушанцев Б.В., Косарев А.И., Муйземнек Ю.А. Дробилки.
Конструкции, расчет, особенности эксплуатации. М.: Машиностроение, 1990. 320 с
3. Торнер Р.В., Ахутин М.С.
Оборудование заводов по переработке пластмасс. М.:Химия, 1986. 400 с.
Поступила
в редакцию 12.11.2009 г.