Неразрушающий контроль качества прокатных валков
Давыдов Алексей
Владимирович,
аспирант Магнитогорского технического университета им. Г.И. Носова.
Основными деталями любого
листового стана холодной прокатки являются рабочие валки. Эффективность их
работы во многом определяется стойкостью. Учитывая жесткие условия эксплуатации,
сопровождающиеся повышенными механическими нагрузками, к валкам предъявляются
высокие требования по уровню твердости и характеру ее распределения в материале
валка, отсутствию остаточных напряжений и различных дефектов [1].
Повышенная твердость бочки
валка достигается использованием специальных сталей (9X, 9X1, 9X2 и д.р.) и
комплексом операций термической и термомеханической обработки. Цель этих
операций — получение мягкой сердцевины валка наряду с жесткой (90-100 HSD)
поверхностью бочки. Однако нагрев и охлаждение материала валка неизбежно
сопровождается возникновением значительных временных и остаточных термических
напряжений, основная часть которых приходится на предповерхностный слой [2].
Высокий уровень
термонапряжений и жесткие условия дальнейшей эксплуатации приводят к
выкрашиванию или отслоению рабочей поверхности. Если подобные инциденты
происходят уже на этапе эксплуатации валка, они чреваты значительными экономическими
и временными потерями, а также представляют опасность для работников цеха.
Поэтому чрезвычайно важно было обнаружить зарождение трещин и отслоений, приводящих
к последующему разрушению валка до его эксплуатации, на этапе производства.
Устройство, реализующее этот
принцип, было предложено на базе ремонтно-механического цеха Магнитогорской
сервисной компании, где для цеха летны холодного проката производятся валки
диаметром бочки 200 мм и длиной 400 мм. Для обнаружения дефектов, приводящих
впоследствии к выркашиванию и отслоению валков, предложено было использовать
неразрушающий акустический метод. Проведенный анализ показал, что наиболее
приемлемым для контроля трещин в поверхностном слое рабочих валков холодного
проката является эхо-импульсный метод, отличающийся простотой реализации и высокой
чувствительностью к различного
рода дефектам – трещинам, раковинам, включениям и пр. [3].
Установка, реализующая
метод, изображена на рис.1. Она состоит из станины, на которой расположен
двигатель с редуктором 2 и блок шестерен, передающий вращающий момент на валок
3 через опорные ролики 1. Установка позволяет вращать валок с постоянной
скоростью. На станине также расположены направляющие штанги, по которым перемещается
каретка 4. На каретке через рычаг 7 на серьге 6 расположен преобразователь УЗК.
Для контроля положения каретки используются концевые выключатели 8 и датчик
оборотов 9. Рядом с устройством для сканирования расположены
рабочее место оператора 12 и системный блок 10 с монитором 11.
Ультразвуковое сканирование осуществляется ультразвуковой платой, расположенной
в системном блоке, преобразователем УЗК В процессе сканирования каретка вместе
преобразователем перемещается параллельно вращающемуся валку с постоянной
скоростью. В результате преобразователь описывает по поверхности валка витки, с
одинаковым расстоянием между ними.
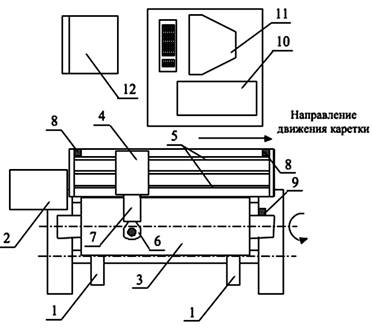
Рис. 1. Установка для
ультразвукового сканирования валка.
1 - Ролик опорный; 2 - Привод валка; 3 - Валок;
4 - Каретка; 5 - Направляющие штанги; 6 - Серьга, с УЗК преобразователем; 7 -
Рычаг; 8 - Левый и правый концевые выключатели; 9 - Датчик оборотов валка; 10 -
Системны блок с ультразвуковой платой; 11 - Монитор; 12 - Место оператора.
В установке используется
ультразвуковая плата PICUS
10, подключенная к персональному компьютеру модели IBM PC PIII1000. К этой плате подключен ультразвуковой
преобразователь фирмы PANAMETRICS V309 5 МГц, который возбуждает и принимает
ультразвуковые сигналы в направлении оси валка. С помощью рычага и серьги, он
прижимается к валку. Для обеспечения акустического контакта, в зону между
поверхностью валка и преобразователем под давлением подается вода.
Для определения место
положения каретки относительно валка используются два кольцевых выключателя и
датчик оборотов валка, сигнал с которых вводится в компьютер. Частота вращения
валка и скорость движения каретки стабилизированы и их значения введены в
программу, которая по времени процесса обследования рассчитывается положение
каретки относительно валка и угол его поворота.
Процессом
ультразвукового сканирования валка управляет компьютер, в который вводятся
сигналы с концевых выключателей и датчика вращения валка. На экране монитора
изображается «карта валка», на которой во время сканирования отображается положение
датчика на валке и промежуточные результаты. По завершении процесса «карту валка»
можно распечатать на принтере.
В процессе
ультразвукового сканирования валка для определения крайнего положения каретки
используются левый и правый концевой выключатели, сигналы с которых по кабелю
поступают через параллельный порт (LPT) в
компьютер. Сканирование начинается с левого крайнего положения каретки, она
движется в правую сторону. В момент начала движения отключается левый концевой
выключатель, по окончании сканирования срабатывает правый.
К компьютеру через
параллельный порт подключен датчик вращения валка. Он позволяет определять угол
поворота и подсчитывать количество оборотов валка. Процесс записи сигналов с
ультразвуковой платы PICUS10
начинается с момента срабатывания датчика вращения валка и отключения левого
концевого выключателя, заканчивается при срабатывании правого.
Частота вращения валка и
скорость движения каретки стабилизированы. В программу введены их значения.
Положение ультразвукового датчика на поверхности валка рассчитывается по
времени движения с начала процесса сканирования. Для более точного определения
положения ультразвукового датчика на поверхности валка, по сигналам с датчика
вращения валка в программе корректируется значение частоты его вращения.
Описанная установка
прошла испытания, в ходе которых удалось провести ультразвуковое сканирование
валков в автоматическом режиме, определять координаты и размеры дефектов и
вести базу данных отраженных сигналов. Были классифицированы различные виды
дефектов, возникающих на разных этапах изготовления валка. Выборочная проверка
валков после каждого этапа позволила обнаруживать брак на самых ранних стадиях
дорогостоящего производственного цикла. В результате удалось не только понизить
процент аварий на станах холодной прокатки, но и достигнуть экономии ресурсов
при производстве валков.
Литература
1.
Полухин В.П., Николаев В.А., Тылкин М.А. и др. Надежность и долговечность валков
холодной прокатки. - М: Металлургия, 1976. - 448 с.
2.
Вдовин
К.Н., Гималетдинов Р.Х., Колокольцев В.М., Цыбров С.В. Прокатные валки: Монография.
Магнитогорск: МГТУ, 2005. 543 с.
3.
Неразрушающий контроль и диагностика: Справочник / В.В. Клюев, Ф.Р. Соснин, А.В. Ковалев и др.; Под ред. В.В. Клюева. 2-е изд., испр. и
доп. - М.: Машиностроение, 2003. 656 с, ил.
Поступила в редакцию 30.07.2009 г.