Методика оценки качества прокатных валков при помощи
установки ультразвуковой диагностики
Давыдов Алексей Владимирович,
аспирант
Магнитогорского государственного технического университета им. Г.И. Носова.
Валки являются
основным инструментом прокатных станов. Работоспособность прокатных валков в
значительной мере определяет не только качество и себестоимость продукции, но и
производительность производства в целом. Таким образом, важнейшей задачей
является обеспечение нормируемых показателей качества валков, в частности высокой
износостойкости их рабочей поверхности.
Поверхностные
дефекты на рабочих валках недопустимы, так как они дают отпечатки на прокатываемой
поверхности; кроме того, поверхностные дефекты, развиваясь вглубь, способствуют
разрушению валков. Однако гораздо сложнее обнаружить незаметные глазу внутренние
дефекты, которые также снижают прочность валков, и приводят к браку.
По результатам
статистического исследования в цехе ленты холодного проката ОАО ММКЗ за
2007-2008 гг. выяснили, что основной причиной выхода рабочих валков из строя
является отслоение и выкрошка (96 %) [1]. Такого рода
брак возникает из-за микротрещин, образующихся вдоль границы между закаленной
поверхностью и мягкой сердцевиной валка.
Для своевременного
обнаружения валков склонных к браку на ОАО ММКЗ было предложено использовать
автоматизированную ультразвуковую установку диагностики валков на ранних этапах
производства и эксплуатации [2].
В установке используется
ультразвуковая плата PICUS 10, подключенная к персональному
компьютеру модели IBM PC PIII1000.
К этой плате подключен ультразвуковой преобразователь фирмы PANAMETRICS V309 5МГц, который возбуждает и принимает
ультразвуковые сигналы в направлении оси валка. Для обеспечения акустического
контакта, в зону между поверхностью валка и преобразователем под давлением
подается вода.
Контроль качества валков
проводится эхо-импульсным методом по совмещённой, или раздельно-совмещенной схемам. При настройке
чувствительности дефектоскопа необходимо оценить степень ослабления ультразвука
в контролируемом изделии.
Для управления процессом
ультразвукового сканирования вращающегося валка разработана программа
«Ультразвуковой дефектоскоп». Она управляет УЗК платой и осуществляет с помощью
УЗК преобразователя в автоматическом режиме возбуждение и прием ультразвуковых
сигналов в валке в направлении его оси.
remarkable 2 купить remarkable2.ru Капитальный и текущий ремонт квартир. Другие услуги yachtagentme.me
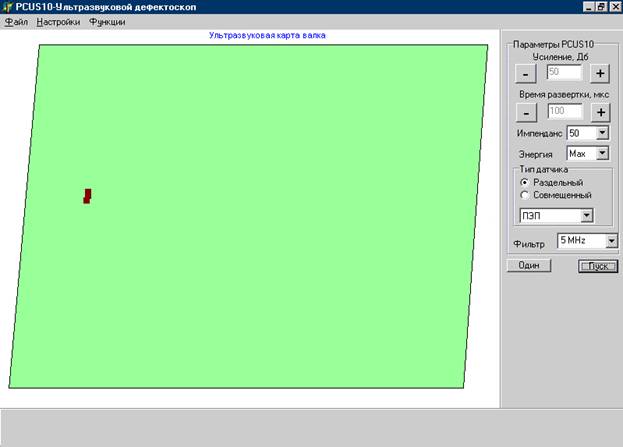
Рис.
1. Ультразвуковая карта валка с обнаруженным дефектом.
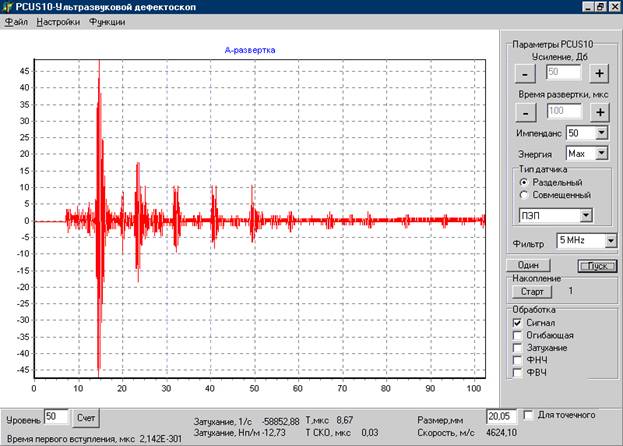
Рис. 2. А-развертка радиосигнала при обнаружении дефекта.
Во
время сканирования создается база данных УЗК сигналов, отраженных от возможных
дефектов в валке. По окончании процесса создается «ультразвуковая карта валка»,
на которой отмечены «опасные» зоны. Ультразвуковую карту валка можно просмотреть
в режиме просмотра (рис. 1).
Если
уровень сигнала превышает заданное значение, то сегмент на карте валка окрашивается
в красный цвет, если сигнал допустим - в зеленый цвет. Для получения большей
информации о характере дефекта: можно нажать на красный сектор и просмотреть А-развертку
радиосигнала для данного положения излучателя и приемника (рис. 2).
В
изготавливаемых валках согласно ГОСТ 10207 - 70, не допускаются:
1)
протяжение
несплошности металла поперечной или близкой к ней
ориентации, занимающие площадь более 2,5 % общей площади контролируемого
сечения SК и находящейся на расстоянии менее 0,7 R от наружной поверхности валка (R - радиус контролируемого сечения, мм);
2)
скопления,
состоящие из несплошностей эквивалентным диаметром
более 10 мм, занимающие более 25 % общей площади поперечного контролируемого
сечения и находящиеся на расстоянии менее 0,2 R от наружной поверхности валка.
По результатам
диагностики проводится отбраковка валков, не отвечающих приведенным выше
требованиям качества. Для валков удовлетворяющих требованиям результаты
ультразвукового контроля фиксируются в журнале контроля и заносятся в паспорт
валка.
Описанная методика
диагностики позволяет проводить контроль качества валков не только на этапах
производства, но и эксплуатации (между перешлифовками).
В ходе испытаний установки
проводилась выборочная диагностика валков на разных этапах жизненного цикла
валка. В результате чего удалось добиться не только экономии ресурсов при локализации
дефектов на этапе начальной термообработки, но и избежать аварийных остановок
стана при эксплуатации бракованных валков в цехе ленты.
Получены статистические
данные о влиянии дефектов, найденных в ходе ультразвуковой диагностики на
износостойкость валков в цехе ленты. Однако предстоит еще большая работа по
классификации получаемых сигналов и выяснению их влияния на показатели качества
прокатных валков.
Литература
1.
Давыдов А.В. Освоение установки для закалки прокатных валков
/ Вдовин К.Н., Давыдов А.В., Карамельщиков М.А.,
Попова Р.В // Теория и технология литейного производства: Межрегион.
сб. науч. тр. / Под. ред. В.М. Колокольцева - Магнитогорск: МГТУ, 2007. - С
132-135.
2.
Давыдов А.В. Неразрушающий
контроль качества прокатных валков/ Давыдов А.В. // Журнал научных публикаций аспирантов и
докторантов. Курск., 2009. Вып.
8 – С 131 ‑132.
Поступила в редакцию 21.10.2009 г.