Абразивный износ детонационных покрытий
на основе дисперсно-упрочненного интерметаллида
TiAl-TiB2
Сироватка
Вячеслав Леонидович,
кандидат технических наук, старший
научный сотрудник Института проблем материаловедения им. И.Н. Францевича НАН
Украины,
г. Киев.
Введение
Создание сплавов на основе алюминидов
титана является одним из наиболее многообещающих направлений развития
авиационного и ракетного материаловедения [1-3].
Формирование структуры покрытий на основе алюминидов титана в виде композита, содержащего в алюминидной матрице включения высокомодульных и малопластичных тугоплавких твердых соединений, обеспечивает их повышенную стойкость к абразивному изнашиванию. Чаще всего дисперсно-упрочняющая фаза вводится в исходную порошковую смесь для напыления в виде добавки. Сообщается о возможности получения порошков для напыления путем механического сплавления, которое осуществляется в науглероживающей среде. В этом случаи возможно формирование покрытий с ультратонкими композиционными структурами, состоящими, например, из наноразмерных карбидных включений в интерметаллидной матрице.
Ранее было показано, что применения активированных механическим сплавлением нанокомпозитных порошков Ti-Al и варьирование режимами взаимодействия их рабочей газовой средой в процессе детонационно-газового напыления позволяет формировать покрытия с кардинально различными фазовыми составами и структурами [4]. Так, было установлено, что использование аргона для транспортирования порошка Ti-50%ат.Al-25%ат.B в зону горючей газовой смеси в процессе детонационного напыления приводит к формированию микрокомпозитного покрытия с интерметаллидной матрицей (Al3Ti, g-TiAl), в которой распределены включения боридов титана (TiB, TiB2) с размером около 1,5 мкм, среднее расстояние между ними ~ 5 мкм. Известно, что наряду с экстремально высокой твердостью диборид титана характеризуется высокой химической стойкостью к различным агрессивным средам в широком интервале повышенных температур. При использовании воздуха при напылении в покрытии дополнительно к боридным фазам формируются включения твердых оксидов и оксинитридов.
Использование азота приводит к формированию покрытия, основа микроструктуры которого представляет собой случайную двухфазную смесь из интерметаллидных и нитридных фаз TiN, AlN, в которой присутствуют включения боридов, а также Al и Ti.
Целью работы является сравнительная оценка износостойкости покрытий, напыленных из порошка Ti-50 % ат.Al-25% ат.B при различных режимах детонационно-газового метода. Среди достоинств этого метода следует отметить возможность формировать покрытия с минимальной пористостью, что во многих случаях является необходимым условием их успешной работы.
Экспериментальная
часть
Напыление покрытий осуществляли с помощью детонационно- газовой установки «Днепр–5МА», разработанной в Институте проблем материаловедения им. И.Н. Францевича НАН Украины. Из механически сплавленного порошка Ti-50 % ат.Al-25% ат.B были напылены следующие покрытия:
1) с применением аргона – «Ti-Al-B»,
2) с применением воздуха – «Ti-Al-B-О»,
3) с применением азота – «Ti-Al-B-N.
Условия формирования покрытий приведены в [4]. Оценку стойкости к абразивному изнашиванию разработанных покрытий осуществляли путем сравнения с характеристиками коммерческого износостойкого покрытия марки КХН-35 (число указывает содержание никеля, остальное – карбид хрома). В качестве среды транспортирующей порошок в зону действия детонации при напылении использовали аргон.
Оптическая микроскопия осуществлялась с помощью прибора Jenaphot-2000 (Германия). Измерение микротвердости осуществляли по
методу Виккерса (по величине диагонали остаточного пластического отпечатка).
Абразивное изнашивание осуществлялось с помощью устройства, обеспечивающего
взаимодействие поверхности покрытия с абразивными частицами, прижимаемыми к ней
вращающимся резиновым роликом. Абразивные частицы карбида кремния размером
60-200 мкм подавали в зону контакта ролика с покрытием со скоростью 20 г/мин.
Ролик имел диаметр
Результаты и
обсуждение
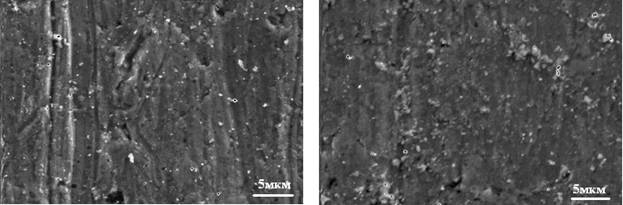
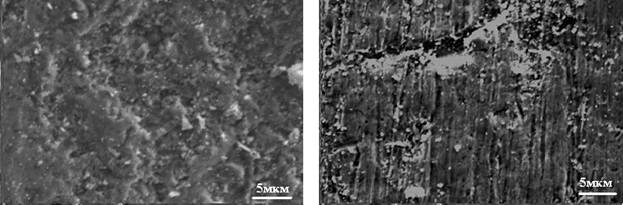
Причина разного поведения покрытий, безусловно, связана с их фазовыми и структурными отличиями, о которых говорилось выше. О различном характере разрушения покрытий можно судить по состоянию дорожек изнашивания (рис.1). На микрофотографиях (рис.1,г) видно, что покрытие КХН имеет наиболее поврежденную поверхность. Можно заключить, что характер повреждений в этом случае состоит в ,,выламывании” структурных фрагментов. Механизм разрушения при этом можно представить следующим образом. В процессе взаимодействия с твердой абразивной частицей карбида кремния происходит вырезание мягкой никелевой составляющей из композиционной структуры покрытия, после чего растрескивается и удаляется хрупкая карбидная фаза.
Для самого «мягкого» (HV
= 3,456±0,76 ГПа) и наименее пористого (0,4468±0,29%) покрытия Ti-Al-B(азот) характерно так называемое «пластическое» изнашивание, при
котором материал интенсивно удаляется с изнашиваемой поверхности главным
образом за счет истирания (рис.1,
б). На поверхности этого покрытия имеют место следы от пластической деформации в
виде канавок со сглаженным профилем. В результате в этом случае зафиксирован
максимальный съём материала с изнашиваемой поверхности (таблица 1).
а) б)
в) г)
Рис.1. Оптическая микрофотография поверхности после
абразивного изнашивания покрытий,
напыленных с
использованием различных газовых сред для транспортировки порошков:
а) Ti-Al-B (аргон); б) Ti-Al-B (азот); в) Ti-Al-B (воздух); г) Cr2C3-Ni (аргон).
Именно наличие в структуре металлических составляющих, а также сравнительно «мягкого» нитрида алюминия (таблица 2), можно объяснить такой важный для практического применения факт, что покрытие Ti-Al-B(азот) характеризуется наименьшим значением микротвердости, несмотря на минимальную пористость по сравнению с покрытиями Ti-Al-B(аргон) и Ti-Al-B (воздух). В отличие от рассмотренного выше покрытия Ti-Al-B(азот), на поверхности более твердого (HV=4,483±0,68 ГПа) и более пористого (0,676±0,32%) покрытия Ti-Al-B (аргон) присутствуют царапины с острым профилем (рис.1, а). Размер боридных включений в этом покрытии значительно меньше, чем размеры абразивных частиц, и потому они не в состоянии эффективно препятствовать процессу микрорезания.
Таблица 1.
Объём
удаленного материала при абразивном изнашивании покрытий, напыленных с использованием
различных газовых сред для транспортировки порошков.
|
Покрытия |
Объём удаленного материала, V · 10-3, см3 |
|
Ti-Al-B (аргон) |
6,5 |
|
Ti-Al-B (азот) |
14,3 |
|
Ti-Al-B (воздух) |
3,1 |
|
Cr2C3-Ni (аргон) |
5,8 |
Кроме того, на изнашивании не сказываются сравнительно большие расстояния между включениями упрочняющей фазы. Наиболее высокой стойкостью к абразивному изнашиванию обладает наиболее твердое покрытие Ti-Al-B (воздух) (HV=5,070±0,78 ГПа), основа которого упрочнена по сравнению с покрытием Ti-Al-B(аргон) дополнительным присутствием оксидов и оксинитридов. Поверхность этого покрытия выглядит наиболее «гладкой», а объём удаленного с нее материала минимальный. Оценивая механизмы разрушения сравниваемых покрытий необходимо отметить, что характер абразивного изнашивания зависит от локальной нагрузки. Если нагрузка выше чем, напряжение разрушения покрытия под сжимающим грузом, то механизм изнашивания является хрупким. В обратном случае имеет место пластическое («податливое») изнашивание. Для второго типа изнашивания характерно постепенное и более интенсивное удаление материала с поверхности покрытия. Для обеспечения максимальной стойкости к абразивному изнашиванию необходимо, чтобы интервал между хрупким компонентами был минимизирован для обеспечения минимизации области «податливых» компонентов.
Таблица 2.
Микротвердость
химических соединений.
Соединение
|
Hμ, МПа |
Лит. источник |
|
Al2O3 TiN TiB2 AlN TiB |
20700 20500 34000 12000 27500 |
[5] [5] [6] [5] [6] |
В нашем случае к хрупким компонентам структуры могут быть отнесены оксиды, бориды, характеризующиеся наиболее высокими значениями микротвердости (табл.2). В этой связи необходимо отметить, что преимущество покрытия с повышенным содержанием твердых и хрупких компонентов будет обеспечиваться в определенном интервале нагрузок, при превышении которых наступит катастрофический износ.
Необходимо отметить, что покрытие Ti-Al-B (воздух) имеет пористость приблизительно на порядок более высокую по сравнению с другими сравниваемыми покрытиями и, тем не менее, как было показано, оно характеризуется максимальной износостойкостью. Сравнивая размеры пор (максимальный размер не превышает 1-2 мкм), и абразивной частицы (минимальный размер около 80 мкм) можно сделать вывод, что отличия между ними настолько велики, что фактор пористости на характере изнашивания при выбранных условиях практически не сказался.
Выводы
Сравнительными
исследованиями стойкости к абразивному изнашиванию детонационных композиционных
покрытий на основе Ti-Al-B, Ti-Al-B-О и Ti-Al-B-N установлено, что наиболее высокими показателями
обладает покрытие со структурой из интерметаллидной матрицы с включениями
твердых фаз в виде боридов титана и оксидов. Покрытие, основа микроструктуры
которого представляет собой случайную двухфазную смесь из сравнительно мягких
интерметаллидных и нитридных фаз, в которой твердая составляющая представлена
только боридами, обладает наиболее низкой стойкостью к абразивному изнашиванию.
Литература
1. Brady
M.P., Brindley W.J., Smialec J.L., Lossi I.E. Oxidation and protection of γ
titanium aluminides // JOM. – 1996.- November. –
P.46-50.
2. Dimiduk D.M. Gamma titanium aluminide alloys – an
assessment within the competition of aerospace structural materials // Mat.
Sci. and
3. Gauthier V., Dettenwanger F., Schutze M.Oxidation
behaviour of γ-TiAl coated with zirconia thermal barriers //
Intermetallics 10 (2002), 667-674.
4. Oliker V.E., Sirovatka
V.L., Timofeeva I.I., Gridasova T.Ya., Hrechyshkin Ye. F. Formation of
detonation coatings based on titanium aluminide alloys and aluminium titanate
siramic sprayed from mechanically alloed powders Ti-Al // Surface and Coatings
Technology 200 (2006).- p.3573-3581.
5.
Порошковая металлургия. Материалы, технология, свойства, области применения:
Справочник / И.М. Федорченко, И.Н. Францевич, И.Д. Радомысельский и др.; Отв.
Ред. И.М. Федорченко. – Киев: Наук. Думка, 1985.-624с.
6. Свойства, получение и применение
тугоплавких соединений. Справ. Изд. Под ред. Косолаповой Т.Я. – М.:
Металлургия, 1986. – 628с.
Поступила в редакцию 01.03.2010 г.