Методика статистического управления
качеством покрытия оцинкованной проволоки
Мезин
Игорь Юрьевич,
доктор технических наук, профессор
кафедры технологий, сертификации и сервиса автомобилей,
Бузунов
Евгений Геннадьевич,
аспирант кафедры технологий, сертификации
и сервиса автомобилей.
Магнитогорский государственный
технический университет им. Г.И. Носова.
Ввод в эксплуатацию на металлургических предприятиях современных линий
горячего цинкования поставил вопрос о необходимости адаптации существующих
технологических режимов к новым условиям производства с целью повышения уровня
качества выпускаемой продукции, соответствующего настоящим требованиям
потребителей. Однако осуществлять выбор рациональных режимов нанесения покрытия
в промышленных условиях весьма проблематично и экономически не всегда оправдано,
в связи с чем, целесообразной является разработка методики статистического
управления качеством получаемых покрытий при различных условиях производства.
На основе анализа требований к стальной заготовке и покрытию была
сформирована структура качества оцинкованной проволоки (рис. 1) и определен
основной объективный показатель качества данного вида продукции – масса покрытия.
Обработка статистических данных для агрегата горячего цинкования «ICE»
ОАО «ММК-МЕТИЗ» в период пуско-наладочных работ позволила построить x-R
контрольные карты процесса горячего цинкования стальной проволоки. В результате
анализа полученных контрольных карт было установлено, что среднее значение
массы покрытия выходит за пределы верхней и нижней границ регулирования. Это
означает, что действующий процесс является нестабильным и необходимо принять
меры для установления причины и внесения соответствующих корректировок в
параметры процесса. На рисунке 2 представлен пример контрольной карты для процесса
нанесения покрытия на стальную проволоку диаметром

Рис. 1.
Дерево свойств оцинкованной проволоки.

Рис. 2.
Контрольная карта процесса нанесения покрытия на проволоку диаметром
Поскольку данные значения массы покрытия, представленные на контрольных
картах, были получены при постоянных режимах работы агрегата горячего
цинкования, анализ контрольных карт позволяет сделать вывод о том, что на
изменение массы цинкового покрытия оказывает влияние химический состав
заготовки. Широкий интервал значений содержания основных химических элементов в
стали приводит к большому разбросу и превышению регламентированных пределов
массы покрытия. Таким образом, необходимо установить какие из основных химических
элементов, содержащихся в стали оказывают наибольшее влияние на массу покрытия,
а также определить рациональные пределы их содержания.
С применением множественного регрессионного анализа найдена
аппроксимация зависимости массы цинкового покрытия от химического состава
стальной заготовки и скорости движения проволоки в агрегате. Указанное
уравнение имеет вид:
![]() (1)
(1)
где m-масса покрытия, г/м2; CС – содержание
углерода, %; CSi – содержание кремния, %; V-скорость движения проволоки
в агрегате. Для построенного уравнения множественный коэффициент детерминации
равен 0,8440. С доверительной вероятностью 95% полученное уравнение регрессии
можно считать статистически надежной аппроксимацией исследуемой зависимости,
так как расчетное число Фишера Fp=10,11 больше табличного F[0,05;3;226]=2,64.
Коэффициенты регрессии b(CС)=-233, b(CSi)=-227,54 и
b(V)=0,9 являются статистически значимыми, так как соответствующие числа
Стьюдента |t(CС)|=2,4, |t(CSi)|=2,42 и |t(V)|=4,79 больше
табличного t[0,05;226]=1,97.
Поскольку наибольшим отрицательным коэффициентом регрессии является b(CС)=-233,
то увеличение содержания углерода в стали приводит к самому значительному
снижению массы цинкового покрытия. Вторым по степени влияния на массу покрытия
является процент содержания кремния в заготовке b(CSi)=-227,54.
Поэтому необходимо определить рациональные пределы содержания этих элементов в
стальной проволоке.
Решение поставленной задачи выполнено с использованием парного
регрессионного анализа. Для полученных уравнений установлено, что наилучшим
отображением связи между массой покрытия и содержанием углерода и кремния в
заготовке является линейная аппроксимация, так как для нее характерно
наибольшее различие между расчетным (Fp=11,3) и табличным (Ft=4,02) числами
Фишера. Зависимость массы цинкового покрытия от содержания углерода имеет вид:
![]() (2)
(2)
Аналогичная зависимость массы цинкового покрытия от содержания кремния
в стальной заготовке будет выглядеть следующим образом:
![]() (3)
(3)
Найденные уравнения позволяют установить, что для получения
качественного цинкового покрытия массой 90-100 г/м2 необходимо
снизить содержание основных химических элементов в стальной проволоке. Верхний
предел содержания углерода должен быть снижен с 0,12% до 0,08%, а верхний
предел содержания кремния – с 0,30% до 0,20%. Оценка уравнений парной регрессии
показала, что они являются адекватными аппроксимациями исследуемых зависимостей
и могут быть использованы в прогностическом анализе.
Таким образом, для нанесения покрытия рекомендуется использовать
стальную проволоку с меньшим содержанием углерода и кремния.
Согласно ГОСТ 3282 [2] стальная оцинкованная низкоуглеродистая
проволока общего назначения должна изготовляться из стали марки Ст1сп,
соответствующей требованиям ГОСТ 380-2005. [3] Однако, широкие пределы
содержания основных химических элементов в стали не позволяют достичь уровня
качества оцинкованной проволоки, соответствующего современным требованиям
потребителей. Поэтому чтобы повысить плотность цинкового покрытия и прочность
сцепления со стальной основой, предложено снизить содержание углерода и кремния
в проволоке. С учетом этих рекомендаций, специалистами ОАО «ММК-МЕТИЗ» для
агрегата ICE была выбрана проволока из стали марки Ст1сп(М).
Сравнение химических составов проволок указанных марок представлено в
таблице 1.
Таблица 1.
Химический состав сталей.
|
Марка стали |
ГОСТ, ТС |
Содержание
элементов, % |
||||
|
C |
Mn |
Si |
P |
S |
||
|
Ст1сп |
ГОСТ 380-2005 |
0,06-0,12 |
0,25-0,50 |
0,15-0,30 |
Не более 0,04 |
Не более 0,05 |
|
Ст1сп(М) |
ТС 14-101-580-2007 |
Не более 0,08 |
0,35-0,65 |
0,15-0,20 |
Не более 0,04 |
Не более 0,035 |
На основании результатов представленной работы был проведен ряд
экспериментов по использованию стальной проволоки марки Ст1сп(М). Итоги
эксперимента оценивались при помощи металлографического анализа образцов
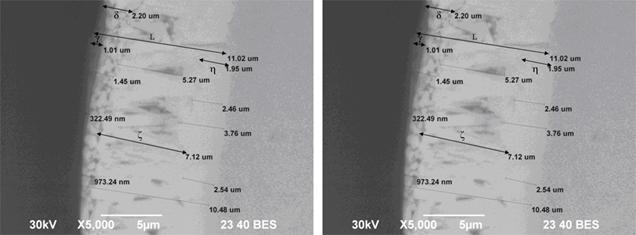
оцинкованной проволоки. На рисунке 3 (а) представлен пример цинкового покрытия стальной
проволоки марки Ст1сп, диаметром
а б
Рис. 3.
Структура цинкового покрытия проволоки диаметром
а -
неудовлетворительного качества; б – качественного.
На фотографии (рис. 3, а) следует обратить внимание на то, что сильно
развита хрупкая столбчатая фаза ζ. Ее толщина составляет 7,12 мкм. Это означает,
что покрытие обладает слабой адгезией к основному металлу и при эксплуатации
оно начнет отслаиваться. Наиболее пластичная δ-фаза имеет толщину максимум
2,20 мкм, которая очень мала для качественного покрытия. Фаза γ в покрытии
практически не наблюдается, но имеется отдельный наплыв, толщиной 1,01 мкм. Тот
факт, что эта фаза является очень твердой и наиболее хрупкой свидетельствует, о
том, что именно в этом месте произойдет разрушение покрытия при изгибе. Следует
также отметить, что на представленных образцах присутствует значительная
неравномерность покрытия по длине и по диаметру проволоки. Имеются наплывы
покрытия. Толщина фазы чистого цинка варьируется от 1,95 мкм до 7,10 мкм.
Анализ процесса нанесения покрытия с использованием стальной заготовки
марки Ст1сп(М) показал, что структура железоцинковых фаз изменилась. Значение
пластичной фазы δ на проволоке, диаметром
В улучшенном покрытии толщина фазы δ составляет в среднем 5 мкм,
что примерно соответствует толщине хрупкой фазы ζ. Фаза η, содержащая
чистый цинк, имеет равную толщину по всему диаметру проволоки. Отсутствуют
наплывы покрытия. Это означает, что покрытие получилось качественным и удовлетворяет
требованиям. По ГОСТ-3282 [2] цинковое покрытие не должно растрескиваться и
отслаиваться при спиральной навивке проволоки шестью плотными витками на
цилиндрическую оправку диаметром, равным пятикратному диаметру проволоки. Это
испытание исследуемые образцы выдерживают с гарантированным запасом.
Таким образом, применение рекомендованной заготовки позволяет
организовать технологический процесс, обеспечивающий требуемый уровень потребительских
свойств оцинкованной проволоки. В результате возрастает качество готовой продукции,
снижается вероятность появления дефектов, связанных с недостаточным сцеплением
покрытия с основой и достигается требуемая толщина покрытия.
Литература
1. Носов А.Д., Мезин И.Ю., Зотов С.В., Бузунов Е.Г., Латыпов Р.Т.
Анализ условий нанесения цинковых покрытий на проволоку в агрегатах FIB и ICE
// Фазовые и структурные превращения в сталях: Сб. научн. трудов, вып. 5/ Под
ред. В.Н. Урцева – РБ, п. Кусимово, 2008. С.502-507.
2. ГОСТ 3282-74. Проволока стальная низкоуглеродистая общего назначения.
3. ГОСТ 380-2005. Сталь углеродистая обыкновенного качества.
Поступила в редакцию 28.09.2010
г.