Применение автоматического регулирования процесса обработки деталей на станках с числовым программным устройством для повышения эффективности
Сидорчик Елена Владимировна,
аспирантка кафедры электронных приборов факультета электронной техники Северо-Кавказского горно-металлургического института (Государственного технологического университета).
В статье рассматривается возможность применения адаптивной системы числового программного управления. Отличительной чертой адаптивной системы управления является корректирование приводов исполнительных рабочих частей станка по текущей информации о подконтрольных процессах и значениях параметров обработки. Доказано обеспечение повышения эффективности производительности работы и снижение расходов по программированию.
Ключевые слова: станок с числовым программным устройством, адаптивное регулирование, автоматическое управление процессами, повышение эффективности.
The article considers the possibility of the application of the adaptive systems of numerical program control. A distinctive feature of adaptive control system is the correction of drive of Executive working parts of the machine according to the current information of controlled processes and the values of the processing parameters. It is proved to increase the efficiency of productivity and reduction of expenses on programming.
Keywords: lathe with numerical programmed device, adaptive control, automatic control of processes, improving efficiency.
Введение и постановка задачи исследования
Для повышения эффективности станков с числовым программным устройством (ЧПУ) существенным резервом является применение автоматического регулирования. От обычной системы ЧПУ адаптивная система числового программного управления отличается автоматическим регулированием процесса обработки по фактическим значениям его параметров [1] с целью наилучшего использования возможностей станка и инструмента.
Предлагаемые методы решения
Станки с обычной системой ЧПУ отрабатывают программный код независимо от фактического значения всего комплекса случайных факторов: твердости, переменных величины припусков, ширины резания (при фрезеровании) [2], переменной жесткости упругой системы, переменных состояния режущих кромок, изменяющейся температуры при воздействиях.
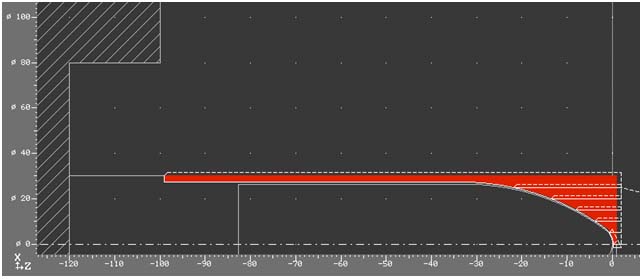
Рис. 1. Построение алгоритма обработки по геометрии чертежа детали.
Вопрос решается с использованием адаптивного программного управления, которое обеспечивает наилучшее использование возможностей станка [2] при обработке заготовки из металла с изменяющимися параметрами.
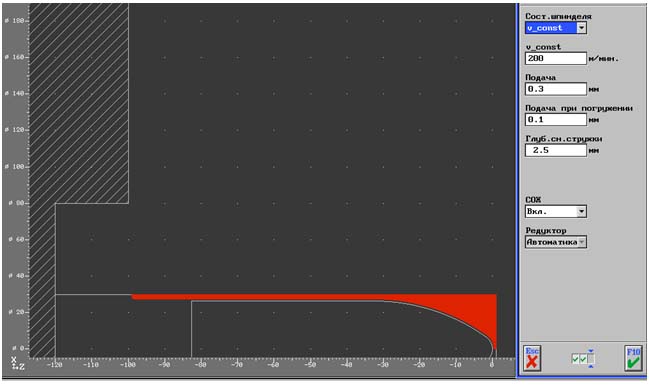
Рис. 2. Определение параметров адаптивного управления.
Для повышения точности и производительности обработки путем управления упругими перемещениями системы предложены два подхода решения задачи по созданию систем адаптивного управления станком с ЧПУ. Первый – практическое измерение возникающих отклонений, а затем автоматическое внесение изменений в код программы [3], включая необходимые поправки, равной по величине отклонению, только с обратным знаком. Второй метод представляет собой увеличение стабилизации силы резания (например, за счет увеличения на станке величины подачи).
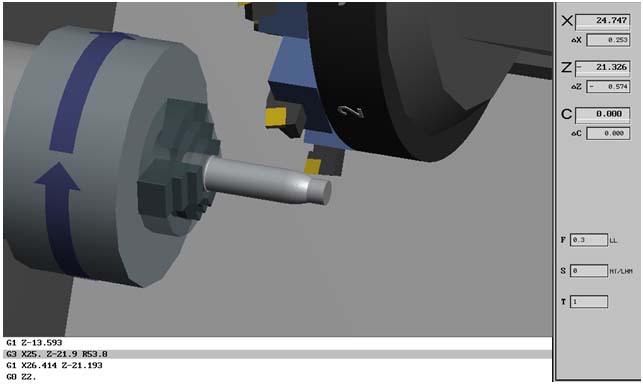
Рис. 3. Применение адаптивного регулирования при черновой обработке.
Адаптивные системы предельного регулирования могут использоваться для повышения эффективности как черновой, так и чистовой обработки заготовки или детали.
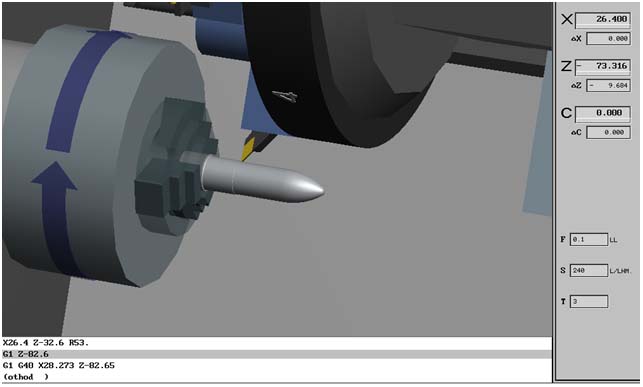
Рис. 4. Применение адаптивного регулирования при чистовой обработке.
С целью повышения точности и эффективности предельное регулирование осуществляется по текущей информации о значениях одного или нескольких контролируемых параметров в зоне взаимодействия инструмента и обрабатываемой заготовки.
Критическое обсуждение результатов исследований
Опытно-промышленные испытания показали, что производительность обработки деталей возрастает на 40-60%. По данным, полученным в ходе проведения экспериментов адаптивное управление станками обеспечивает повышение производительности более, чем на 30%, повышение стойкости инструмента на 15-25%, снижение расходов по программированию на 25-30%, уменьшение брака на 85-97%.
Литература
1. Адаптивное управление технологическими процессами / Ю.М. Соломенцев [и др.]. - М.: Машиностроение, 1980. - 536 с.
2. Проектирование металлорежущих станков и станочных систем: Справочник-учебник в 3-х т. Т. 3: Проектирование станочных систем / Под общей ред. А.С. Проникова - М.: Изд-во МГТУ им. Н.Э. Баумана; Изд-во МГТУ «Станкин», 2000. - 584 с
3. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. / Под ред. Харченко А.О. - К.: ИД «Профессионал», 2004. - 304 с.
Поступила в редакцию 16.08.2013 г.