Анализ деформируемости ручного пресса РП800
Пермякова Анна Николаевна,
магистр Омского государственного технического университета.
В данной статье рассмотрены методы оптимизации станины ручного пресса с применением программного продукта SolidWorks 2012, основанные на методе конечных элементов [1].
Используя SolidWorks Simulation, можно оптимизировать конструкцию, а значит избежать ненужных затрат на лишний материал. Опираясь на результаты оптимизации, можно сделать конструкцию более прочной, снизить вес, а также сэкономить материал.
Современные конструкции станин открытых и ручных прессов появились как результат длительных поисков, направленных на удовлетворение практических, конструкторских, технологических, эргономических и других требований [2]. На рисунке 1 изображен ручной пресс РП800, усилием 8кН.

Рис. 1. Ручной пресс РП800.
Станина является базовой деталью пресса, служащей для крепления в необходимом положении всех узлов пресса. Она представляет собой замыкающее звено, воспринимающее при штамповке технологическое усилие. От конструкции станины во многом зависят эксплуатационные качества пресса, а уровень ее жесткости определяет характер и величину общей деформации системы пресс-штамп. Станина, являющаяся сложной конструкцией со специфическими очертаниями, переменными по толщине сечениями. В основном конструкция пресса имеет вид С-образной пластины переменной толщины.
Станины выполняют сварные из стали Ст3 или литые из серого (СЧ 25 или СЧ 30) или модифицированного чугуна. Можно отметить, что очевидные конструктивные решения, приводящие к повышению жесткости станины, требуют одновременного повышения ее массы и стоимости.
Проектирование станины ведется исходя из размеров базового сечения, совпадающего с рабочей плоскостью стола. Минимальная площадь указанного сечения для станин определяется по формуле [2]:
Fδ=α×Pн, (1)
где: Pн – номинальное усилие пресса, α – эмпирический коэффициент, зависящий от типа станины, величины вылета и номинального усилия.
Изучением деформируемости прессов открытого типа и влияния уровня жесткости этих прессов на их работоспособность занимались многие исследователи [3, 4, 5, 6, 7]. Было установлено, что при эксплуатации открытых прессов наблюдается значительное линейное и угловое смещение осей ползуна и стола, во многом определяющее смещение осей пуансона и матрицы, что вызывает снижение стойкости инструмента и ухудшение качества изделий.
SolidWorks дает возможность оптимизировать конструкцию станин прессов на стадии их проектирования. А также определять точностные возможности на основе характеристик их деформируемости, с помощью метода конечных элементов, исследованы возможности снижения металлоемкости станины за счет перераспределения металла в соответствии с распределением деформаций, что способствует повышению стойкости штампов. На рисунке 2 показано эквивалентное напряжение станины в разных точках, видно что максимальное напряжение в опасном сечении, так же показан предел текучести металла.
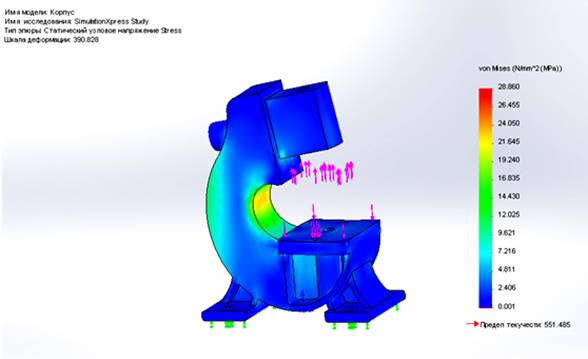
Рис. 2. Напряжения Von Mises или эквивалентные напряжения пресса РП800.
При оптимизировании станины мы моделировали приложенную нагрузку и выполняли анализ с помощью МКЭ. На рис.3 изображена станина, на которую приложена сила 8кН. При нагружении станина «раскрывается», в результате чего нарушается взаимоположение плоскостей направляющих и стола.
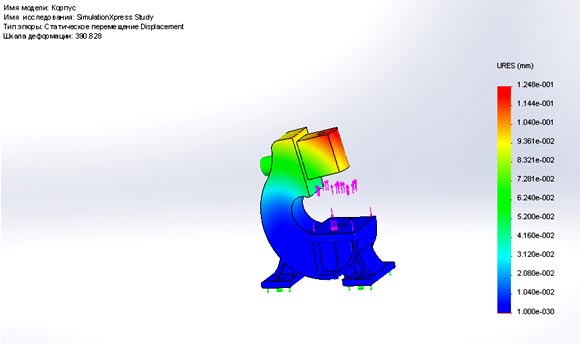
Рис. 3. Раскрытие станины ручного пресса РП800.
С помощью программного продукта SolidWorks можно определить рациональные параметры сечений станины пресса, обеспечить минимизацию износа и усталостной повреждаемости инструмента за счет снижения изгибных деформаций стоек станин без повышения металлоемкости. Так же можно определить максимальную нагрузку, которую можно использовать на данном прессе. Следует отметить о хорошей конструктивной проработке станины ручного пресса РП800 обеспечивающей относительную равномерность распределения напряжений, так и о ее повышенной металлоемкости.
Литература
1. Алямовский А.А. SolidWorks/COSMOSWorks. Инженерный анализ методом конечных элементов. М.: ДМК Пресс, 2004. 432 с.
2. Ланской Е.Н. и Силанов В.И. Корпусные (базовые) детали кузнечно-прессовых машин. - В кн.: Детали машин. Расчет и конструирование / Под ред. Н.С.Ачеркана - М.: Машиностроение, 1968. т.2, с. 319-397.
3. Ланской Е.Н., Назаренко E.С., Лобанова В.Н. Нормирование жесткости однокривошипных открытых прессов простого действия. - В кн.: Кузнечно-прессовые машины. Расчет, исследования, испытания: Сб.науч.тр./ ЭНИКМАШ - М.:Машиностроение, 1969, № 22, с. 3-9.
4. Власов В.И., Рябов В.Г. Резервы повышения точности однокривошипных прессов. Кузнеч.-пресс, машиностроение/НИИ маш - М.. 1974. № 4, с. 10-15.
5. Абакшин Д.М. Экспериментальные исследования напряжений и деформаций в базовых деталях кривошипных прессов. - Кузнеч.-штамповоч. пр-во, I96I, № 4, с. 23-30.
6. Фейгин М.М., Кокоулин В.П. О выборе оптимальной угловой жесткости станин прессов открытого типа. - Кузнеч.-штамповоч. пр-во, 1966, № II, с. 31-35.
7. Качанов А.П. Исследование влияния упругих деформаций системы пресс-штамп на стойкость инструмента при вырубке-пробивке; Автореф. Дис… канд. техн. наук. - Краматорск,1978, - 19 с.
Поступила в редакцию 19.05.2014 г.