Исследование процесса формообразования при изготовлении червячных фрез из твердого сплава методом электроэрозионной обработки
Домнин Петр Валерьевич,
кандидат технических наук,
Гарифуллин Айрат Анфасович,
аспирант.
Московский государственный технологический университет «СТАНКИН».
В данном исследовании рассмотрен процесс электроэрозионной обработки твердосплавной мелкомодульной червячной фрезы, используемой в часовой промышленности для нарезания зубчатых колес, шестеренок механизма наручных часов. Данная фреза имеет диаметр 12 мм и толщину от 4 мм до 16 мм в зависимости от характеристик нарезаемого профиля и геометрии зубьев. Фреза изготавливается из заготовки спеченного твердого сплава марки ВК8 (92% карбид вольфрама и 8% Co – кобальт)
Твердые сплавы имеют достаточно высокую твердость (85-92 HRА) и высокую теплостойкость (800—1000 °C) за счёт высокотвердых карбидов вольфрама и кобальтовой металлической связки. Это способствует повышению скорости обработки и стойкости [1-7]. Как правило, заготовки из твердого сплава спекаются в определенных формах под конкретные цели.

Рис. 1. Заготовка из спеченного твердого сплава под мелкомодульную червячную фрезу.
Представленная на рис. 1 заготовка предназначена специально для фрезы и выполнен в виде трубы, которая затем разрезается на кольца (рис. 2) на электроэрозионном станке [8-15].

Рис. 2. Вырезанная заготовка из спеченного твердого сплава под мелкомодульную червячную фрезу на электроэрозионном станке.
Далее с помощью электроэрозионной вырезки формируются стружечные канавки будущей червячной фрезы, и заготовка принимает форму фрезы рис. 3.

Рис. 3. Заготовка мелкомодульной твердосплавной червячной фрезы с вырезанными стружечными канавками на электроэрозионном станке.
Затем на специальном шлифовальном станке алмазными кругами формируется профиль зубьев червячной фрезы и затылованная задняя поверхность [16-22] рис. 4 – рис. 6.

Рис. 4. Затылованная мелкомодульная твердосплавная червячная фреза.
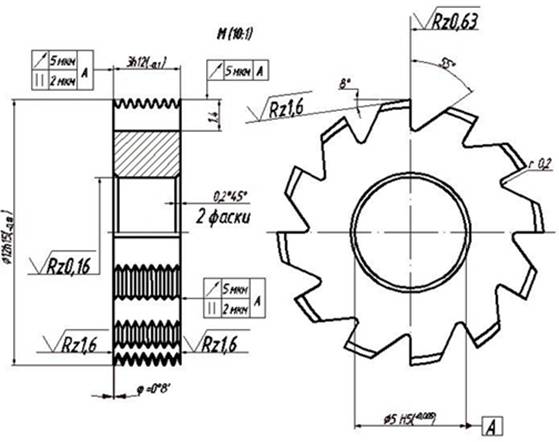
Рис. 5. Чертеж мелкомодульной червячной фрезы.
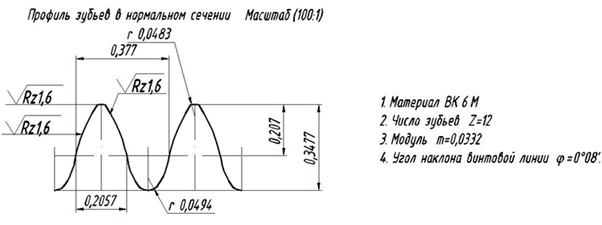
Рис. 6. Профиль зубьев фрезы.
В табл. 1 приведены исследования влияния параметров электроэрозионной обработки, включающие значения частоты, длительности электрических импульсов и силы рабочего тока в зависимости от шероховатости поверхностного слоя твердого сплава [23-25].
Таблица 1.
Влияние режимов электроэрозионной обработки фрезы из сплава ВК8 на шероховатость и эксплуатационные показатели.
|
Материал электрода (площадь обработки, мм2) |
Частота, кГц |
Длительность импульсов, мкс |
Сила тока, А |
Производительность, мм3/мин |
Относительный объемный износ ЭИ, % |
Параметр шероховатость, мкм |
|
МНБ-3 (400) |
8 |
100 |
46 |
155 |
66 |
Rz=20 |
|
44 |
19 |
40 |
128 |
37 |
Rz=10 |
|
|
100 |
7 |
29 |
84 |
34 |
Rа= 2,5...2,0 |
|
|
200 |
3 |
19 |
40 |
40 |
Ra= 2,0…1,25 |
|
|
М1 (180) |
66 |
14 |
10 |
26 |
140 |
Rа= 2,5…1,25 |
|
88 |
10 |
6 |
10 |
130 |
Ra= 2,0…1,25 |
|
|
200 |
3 |
0,5 |
5 |
110 |
Ra= 1,25... 0,63 |
|
|
200 |
3 |
0.1 |
3 |
100 |
Ra= 0,4.. 0,32 |
Таблица 2.
Рекомендуемые режимы обработки твердого сплава ВК8 в зависимости от требуемого параметра шероховатости обработанной поверхности.
|
Параметр шероховатости, мкм |
Электрические параметры импульса |
Относительный объемный износ электрода, % |
|||
|
Частота, кГц |
Длительность, мкс |
Скважность |
Сила рабочего тока, А |
||
|
Rz = 40 |
8 |
60-100 |
2 |
40-60 |
150/65 |
|
Rz = 40 |
8; 22; 44 |
10-60 |
2 |
25-40 |
(110—130)/(35—40) |
|
Ra= 1,6 |
88; 200 |
1,5-7,0 |
2 |
10-30 |
(70—80)/(35 – 40) |
|
Ra = 0,8 |
200; 440 |
1,0-3,0 |
2,3 |
3-15 |
(70 -80)/40 |
|
Ra = 0,4 |
200; 440 |
1,0-3,0 |
2 |
0,1—1 |
100/40 |
На рис. 8 приведен экран электроэрозионного станка с ЧПУ с фрагментом программы и чертежом обрабатываемой фрезы.

Рис. 8. Программа ЧПУ на экране электроэрозионного станка.
На основании проведенного исследования и анализа опыта применения электроэрозионной обработки можно сделать вывод, что процесс электроэрозионной обработки твердосплавных инструментов является перспективным и характеризуется комплексной взаимосвязью параметров процесса электроэрозии (табл. 1 и 2), специфики конструкции режущего инструмента включающей: геометрию, шероховатость и физико-химические характеристики поверхностного слоя [25-30]. При этом электроэрозия достаточно эффективна по сравнению с традиционными методами обработки твердого сплава из-за его высокой твердости.
Литература
1. Петухов Ю.Е. Формообразование численными методами. М: Янус-К, 2004, 198 с.
2. Петухов Ю.Е. Задачи по формообразованию при обработке резанием. / Петухов Ю.Е., Колесов Н.В., Юрасов С.Ю./ Вестник машиностроения. 2014. № 3. С. 65-71.
3. Петухов Ю.Е. Математическая модель криволинейной режущей кромки спирального сверла с постоянной стойкостью точек режущей кромки. / Петухов Ю.Е., Водовозов А.А./ СТИН. 2014. № 3. С. 8-11.
4. Петухов Ю.Е. Определение задних кинематических углов при обработке винтовых фасонных поверхностей стандартными фрезами прямого профиля. / Петухов Ю.Е., Домнин П.В./Вестник МГТУ Станкин. 2014. № 2 (29). С. 27-33.
5. Петухов Ю.Е. Затачивание по передней поверхности спиральных сверл c криволинейными режущими кромками. / Петухов Ю.Е., Водовозов А.А./ Вестник МГТУ Станкин. 2014. № 1 (28). С. 39-43.
6. Петухов Ю.Е. Формирование базы знаний процесса проектирования инструмента для обработки канавок в глубоких отверстиях./Петухов Ю.Е., Домнин П.В., Тимофеева А.А./ Научная жизнь. 2014. № 5. С. 21-29.
7. Петухов Ю.Е. Анализ влияния скорости резания точек режущей кромки на стойкость спирального сверла и пути ее увеличения./Петухов Ю.Е., Водовозов А.А./ Известия Московского государственного технического университета МАМИ. 2013. Т. 2. № 1 (15). С. 31-35.
8. Петухов Ю.Е. Формообразование фасонных винтовых поверхностей инструментов на основе применения стандартных концевых и торцевых фрез./ Петухов Ю.Е., Домнин П.В./ Москва, МГТУ Станкин, 2012, 130 с.
9. Петухов Ю.Е. Математическая модель криволинейной режущей кромки спирального сверла повышенной стойкости./Петухов Ю.Е., Водовозов А.А./ Вестник МГТУ Станкин. 2012. № 3. С. 28-32.
10. Петухов Ю.Е. Компьютерное моделирование обработки винтовой канавки на заготовке концевой фрезы./ Петухов Ю.Е., Домнин П.В./ Известия Московского государственного технического университета МАМИ. 2011. № 2. С. 156-164.
11. Петухов Ю.Е. Разработка численного метода профилирования./ Петухов Ю.Е., Атрощенкова Т.С./В сборнике: Автоматизация: проблемы, идеи, решения. Материалы международной научно-технической конференции: в двух томах. 2010. С. 185-188.
12. Петухов Ю.Е. Определение формы задней поверхности дисковой фрезы при обработке фасонной поверхности детали./ Петухов Ю.Е., Мовсесян А.В./ Вестник машиностроения. 2007. № 8. С. 56-57
13. Петухов Ю.Е. Проектирование инструментов для обработки резанием деталей с фасонной винтовой поверхностью на стадии технологической подготовки производства. / Автореферат диссертации на соискание ученой степени доктора технических наук / МГТУ Станкин. Москва. 2004
14. Петухов Ю.Е. Проектирование инструментов для обработки резанием деталей с фасонной винтовой поверхностью на стадии технологической подготовки производства. /Диссертация на соискание ученой степени доктора технических наук / Москва, 2004
15. Домнин П.В.Разработка процесса формообразования фасонных винтовых поверхностей инструментов на основе применения стандартных концевых и торцевых фрез. Диссертация на соискание ученой степени кандидата технических наук / Московский государственный технологический университет. Москва, 2012.
16. Домнин П.В. Формирование фасонных винтовых поверхностей стандартными концевыми и торцевыми фрезами. Главный механик. 2013. № 11. С. 39-46
17. Петухов Ю.Е. Некоторые направления развития САПР режущего инструмента. СТИН. 2003. № 8. С. 26-30.
18. Колесов Н.В. Система контроля сложных кромок режущих инструментов./Колесов Н.В., Петухов Ю.Е./ Комплект: ИТО. Инструмент. Технология. Оборудование. 2003. № 2. С. 42.
19. Колесов Н.В. Компьютерная модель дисковых фасонных затылованных фрез./Колесов Н.В., Петухов Ю.Е., Баринов А.В./ Вестник машиностроения. 1999. № 6. С. 57.
20. Колесов Н.В. Математическая модель червячной фрезы с протуберанцем./ Колесов Н.В., Петухов Ю.Е./ СТИН. 1995. № 6. С. 26
21. Петухов Ю.Е. Проектирование производящей инструментальной и исходной поверхностей на основе методов машинного моделирования./ Диссертация на соискание ученой степени кандидата технических наук / Москва, 1984
22. Петухов Ю.Е. Способ формообразования фасонных винтовых поверхностей./Петухов Ю.Е., Домнин П.В./ Патент на изобретение RUS 2447972 24.06.2010
23. Петухов Ю.Е. Способ заточки задних поверхностей сверл./ Петухов Ю.Е., Водовозов А.А./патент на изобретение RUS 2466845 29.03.2011
24. Petukhov Yu.E. Curvilinear cutting edge of a helical bit with uniform life./ Petukhov Yu.E., Vodovozov A.A./Russian Engineering Research. 2014. Т. 34. № 10. С. 645-648.
25. Petukhov Y.E. Shaping precision in machining a screw surface./ Petukhov Y.E., Domnin P.V./ Russian Engineering Research. 2011. Т. 31. № 10. С. 1013-1015.
26. Kolesov N.V. The mathematical model of a hob with protuberances./Kolesov N.V., Petukhov Yu.E./ Russian Engineering Research. 1995. Т. 15. № 4. С. 71-75.
27. Petukhov Yu.E. Some directions of cutting tool cad system development. Russian Engineering Research. 2003. Т. 23. № 8. С. 72-76.
28. Petukhov Yu.E.Determining the shape of the back surface of disc milling cutter for machining a contoured surface./Petukhov Yu.E., Movsesyan A.V./ Russian Engineering Research. 2007. Т. 27. № 8. С. 519-521.
29. Kolesov N.V. Computer models of cutting tools./ Kolesov N.V., Petukhov Yu.E./Russian Engineering Research. 2007. Т. 27. № 11. С. 812-814.
30. Petukhov Yu.E. Geometric shaping in cutting./ Petukhov Yu.E., Kolesov N.V., Yurasov S.Yu./ Russian Engineering Research. 2014. Т. 34. № 6. С. 374-380.
Поступила в редакцию 24.04.2015 г.