Вариант изменения тепловых потоков установки каталитического риформинга типа Л-35-8/300Б
Зотов Юрий Львович,
доктор химических наук, профессор кафедры технологии органического и нефтехимического синтеза, научный руководитель,
Ильина Кристина Сергеевна,
студент-магистрант.
Волгоградский государственный технический университет.
Известно, что процесс гидроочистки на установках каталитического риформинга требует значительных энергозатрат. Поэтому в традиционных технологических схемах газо-продуктовая смесь из реактора гидроочистки поступает в ребойлер, где подогревает низ отпарной колонны, затем в трубном пространстве теплообменников нагревает газо-сырьевую смесь. Это позволяет использовать тепло отходящей реакционной массы. Предлагается исключить из технологической схемы ребойлер и подогревать низ колонны за счет циркулирующего через печь гидрогенизата, который будет подаваться из куба колонны насосами двумя потоками в печь.
Таким образом, поток газо-продуктовой смеси, выходя из реактора с температурой 305-310 оС, будет нагревать газо-сырьевую смесь в теплообменниках до более высокой температуры, чем на данный момент (t=204 оС). За счет этого увеличится температура на входе в печь и соответственно снизится тепловая нагрузка на печь гидроочистки. При этом стабильный гидрогенизат будет нагреваться в печи до 240-245 оС, поступать в колонну, где будет отдавать тепло и возвращаться обратно в печь.
На рис.1 приведена традиционная технологическая схема блока гидроочистки на установках риформинга.
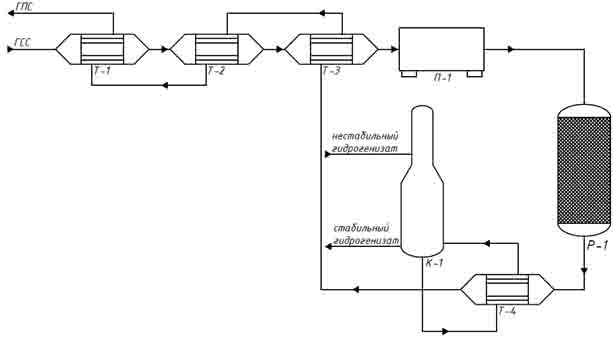
Рис. 1. Принципиальная технологическая схема блока гидроочистки.
Т-1, Т-2, Т-3 – теплообменники, П-1 – печь, Р-1 – реактор гидроочистки с неподвижным
слоем катализатора, Т-4 – ребойлер, К-1 – отпарная колонна.
Предлагаемый вариант технологии приведен на рисунке 2.
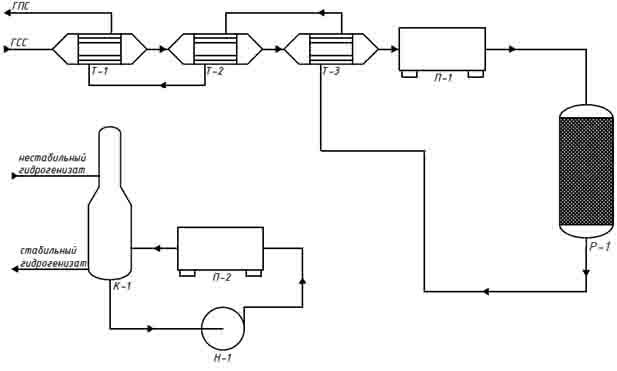
Рис. 2. Предлагаемый вариант принципиальной технологической схема блока гидроочистки.
Т-1, Т-2, Т-3 – теплообменники, П-1 – печь, Р-1 – реактор гидроочистки с неподвижным слоем
катализатора, К-1 – отпарная колонна, П-2 – печь, Н-1 – насос.
Также замена ребойлера на печь позволит осуществить правильный технологический режим отпарной колонны с максимальным орошением, а также снизить количество тепла и расход топлива в печи гидроочистки за счет увеличения температуры ГСС на входе в печь.
Предварительные расчеты показали эффективность предлагаемого решения.
Литература
1. Александрова И.А. Перегонка и ректификация в нефтепереработке. – Москва.: Химия, 1981 – 352 с.
2. Герасименко А.М., Жадановский Н.Б., Финелонов В.П. Гидроочистка нефтепродуктов. – Москва.: Гостоптехиздат, 1962 – 133 с.
3. Орочко Д.И., Сулимов А.Д., Осипов Л.Н. Гидрогенизационные процессы в нефтепереработке. – Москва.: Химия, 1971 – 350 с.
4. Эрих В.Н. Химия и технология нефти и газа. – Ленинград.: Химия, 1977 – 424 с.
Поступила в редакцию 17.05.2016 г.